





 扫一扫
扫一扫

铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。

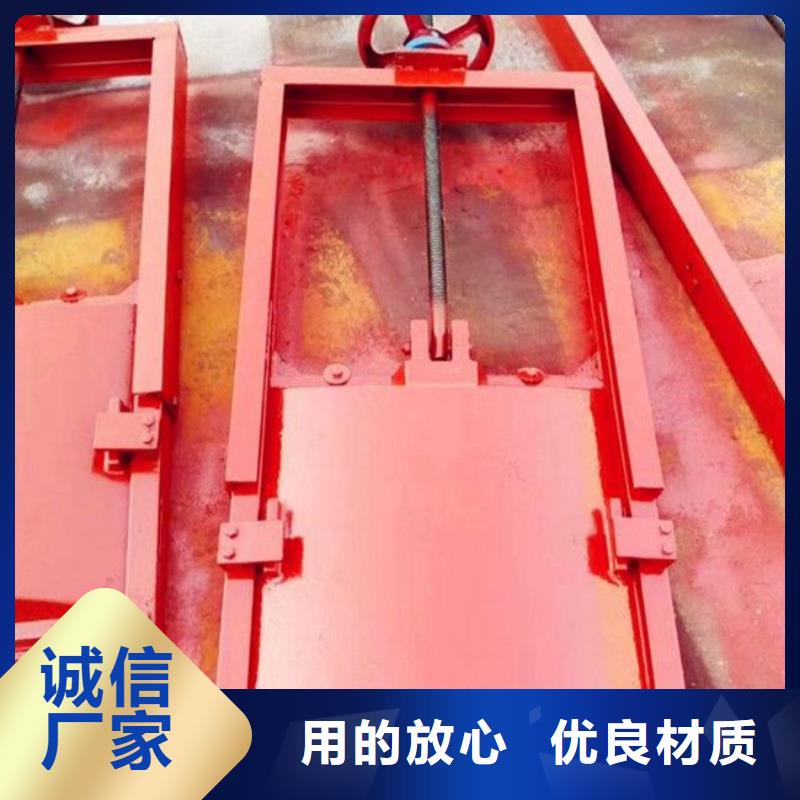
进行铸铁闸门形式选择时,需要根据闸门工作性质、设置位置、运行条件闸孔跨度、启闭力和工程造价等,结合闸门的特点,参照已有的运行实践经验,通过技术经济比较确定。其中平面闸门和弧形闸门是最常采用的门形。大、中型露顶式和潜没式的工作闸门大多采用弧形闸门,高水头深孔工作闸门尤为常用弧形闸门。当用作事故闸门和检修闸门时,大多采用平面闸门。工作闸门前常设置检修闸门和事故闸门。对高水头泄水工作闸门由于经常作动水操作或局部开启,应设法减少闸门振动和空蚀现象,改善闸门水力条件,按不同的部件考虑动力的影响,并对门体的刚度和动力特征进行分析研究。对门叶和埋件的制造、安装精度都应严格控制,当门槽边界流态复杂或体形特殊时,除需参考已有运行的成功试验,还应通过水工模型试验解决可能发生的振动、空蚀问题,以选定合适的门槽体形。
主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下几部分拼装组成。 闸门按闸板形状的不同,分为PZ平板和PGZ拱形两大类。具体选用可根据闸孔尺寸、承压水头、启闭型式、闸门自重等方面加以综合比较确定。 闸门按闸板结构的组合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均可制成组装式。



如今,公司拥有一批技术精湛的 黄浦铸铁闸门、资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
河畔水利机械厂全体员工将以优质的 黄浦铸铁闸门、产品和满意的服务迎接国内外广大客户的光临。





技术支持:cdlgp.com